Nuestros Servicios
Los principales tipos de servicios del grupo MIS son los siguientes:

01
Limpieza Especializada
En Grupo MIS proporcionamos servicios de limpieza de presas, tanques de almacenamiento, frac tanks, separadores, pipas, etc.; todo con los mas altos estándares de calidad, con mano de obra calificada y de acuerdo a los procedimientos calificados por la empresa. Como norma para la limpieza se extraen los sedimentos para su confinamiento con empresas autorizadas para la realización de los mismos. En casos de extrema adherencia, contamos con sistemas para lavado con vapor y lavado a presión que nos permiten la eliminación total de las adherencias. Una vez retirado los residuos procedemos al lavado de los equipos ocupando agua y detergentes biodegradables.
02
Pruebas Hidrostáticas
Lorem ipsum dolor sit amet, consectetur adipiscing elit.
Grupo MIS es una empresa que cuenta con el equipo y el personal profesional para la realización de las pruebas hidrostáticas con el propósito de comprobar la hermeticidad de los componentes de tubería, recipientes sujetos a presión y demás conexiones para el control y seguridad de su operación así como la integridad de los mismos.
Contamos con equipo para realizar pruebas de hasta 20,000 psi, certificada bajo los estándares de calidad y seguridad que exigen la industria.
Dentro de los servicios de pruebas de presión que ofrecemos están:
Todos nuestros servicios se apegan a las normas nacionales e internacionales.

03
Ensayos No Destructivos
Servicios de Inspección Mediante pruebas no Destructivas.
04
Ensayos Destructivos

Dentro de los Ensayos Destructivos que se llevan a cabo se encuentran:
GRUPO MIS ha reunido a un grupo de profesionales que reciben capacitación continua para mantener un alto nivel de competitividad y así dar cumplimiento a nuestra Visión, realizando nuestros servicios en apego a normas Nacionales e Internacionales relativas a Inspección, Mantenimiento y Calidad, lo cuál nos permite brindar apoyo y asesoría continua a nuestros clientes, y participar en el desarrollo de la Industria Nacional.

05
Inspección con Partículas Magnéticas y Líquidos Penetrantes
La inspección por Líquidos Penetrantes es un método que es usado para revelar fallas abiertas a la superficie por el sangrado de un tinte visible o fluorescente desde la falla. La técnica es basada en la habilidad de un liquido para introducirse dentro de una falla de una superficie limpia por capilaridad, después de un periodo de tiempo llamado “tiempo de penetración”, el exceso de penetrante es removido y un revelador es aplicado. Este actúa como un papel absorbente. Extrae el penetrante desde la falla para revelar su presencia. Los penetrantes coloreados requieren luz blanca mientras que los penetrantes fluorescentes requieren ser usado en condiciones de oscuridad con una lámpara de luz negra (ultravioleta).
La inspección con PT es usada para detectar fallas abiertas a la superficie, algunas están enlistadas a continuación:
06
Inspección Visual con PT

La ventaja que la inspección con PT ofrece a una inspección visual es que hace más visibles las discontinuidades al inspector.
Hay básicamente dos motivos por los que este proceso de inspección hace más fácil la detección de fallas:
Primero, la inspección con PT produce una indicación mucho más grande y fácil de detectar con la vista, muchas fallas son pequeñas y estrechas de modo que son indetectables con la simple vista. Debido a las características físicas del ojo humano, hay un umbral por debajo del cual los objetos no pueden ser vistos. Este umbral de agudeza visual es de alrededor de 0.003 pulgadas para una persona con una visión 20/20.
En segundo lugar la inspección con PT mejora la detectabilidad de una falla debido a que produce una indicación con un alto nivel de contraste entre la indicación y su respaldo. La inspección con penetrantes visibles usa un tinte rojo brillante que provee un alto nivel de contraste con el fondo blanco provisto por el revelador que a la vez extrae el penetrante que se encuentra atrapado dentro de la falla. Cuando la inspección se realiza con penetrantes fluorescentes los materiales penetrantes son formulados para brillar y emitir luz a una longitud de onda a la cual el ojo humano es más sensitivo bajo condiciones de oscuridad.

07
Inspección Ultrasónica
Ultrasonido con Haz Recto Medición de Espesores y Barridos de Sanidad
En nuestro servicio de medición de espesores por el método de ultrasonido Grupo MIS cuenta con la experiencia y equipos necesarios para atender las necesidades de nuestros clientes, así como en la elaboración de los reportes; el compromiso es que nuestros clientes cuenten con un resultado confiable y de lo más completo que determine las condiciones generales de las líneas y/o equipos intervenidos, ya que se realizan los cálculos requeridos por la normativa y se cuenta con métodos complementarios adicionales, de ser necesarios para dar mejores resultados ya que recordemos las diversas técnicas empleadas por nuestra empresa para la inspección son herramientas útiles que se complementan, aunado a la responsabilidad y grado de profesionalismo de los resultados que proporcionamos, hemos tratado siempre que nuestros clientes queden satisfechos y que nuestro trabajo sea reconocido como un trabajo de alta calidad.
08
Inspección Ultrasónica Medición de Espesores

Inspección Ultrasónica en Codos Para Calcular la Fecha Límite de Retiro
Todos los metales están sometidos de alguna forma u otra a los efectos de la corrosión.
Conocer las causas que la generan, así como minimizar sus consecuencias, es imprescindible para evitar desembolsos económicos innecesarios al tener que reparar los graves daños que se pueden originar. Por esta razón es importante considerar de qué manera o con qué podemos prevenirla.
Hoy día se cuenta con una gran cantidad de equipos, procesos, instrumentos, etc., para detectar y/o prevenir la corrosión. Dentro del sector industrial, lo más recomendable es la Medición de Espesores con lo que se puede supervisar periódicamente para así mediante un análisis y/o evaluación determinar el estado del componente de interés.

09
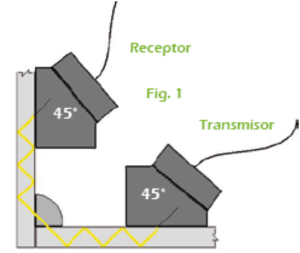
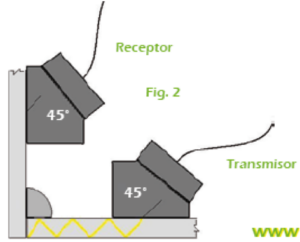
Ultrasonido Con Haz Angular
Debido al comportamiento del ultrasonido dentro de los materiales cuando una soldadura se encuentra bien fusionada al material base permite la propagación del ultrasonido y esto por consecuencia trae una continuidad entre un transductor emisor y otro receptor, Figura 1, por el contrario cuando la soldadura no está bien fusionada la continuidad se ve afectada y el ultrasonido no llega al transductor receptor. Figura 2.
10
Inspección de Piezas de Acero Fundido

Para lo anterior se utilizó un Equipo Detector de Fallas, un transductor cuyas características acoplen perfectamente a la aplicación y las muestras a inspeccionar.
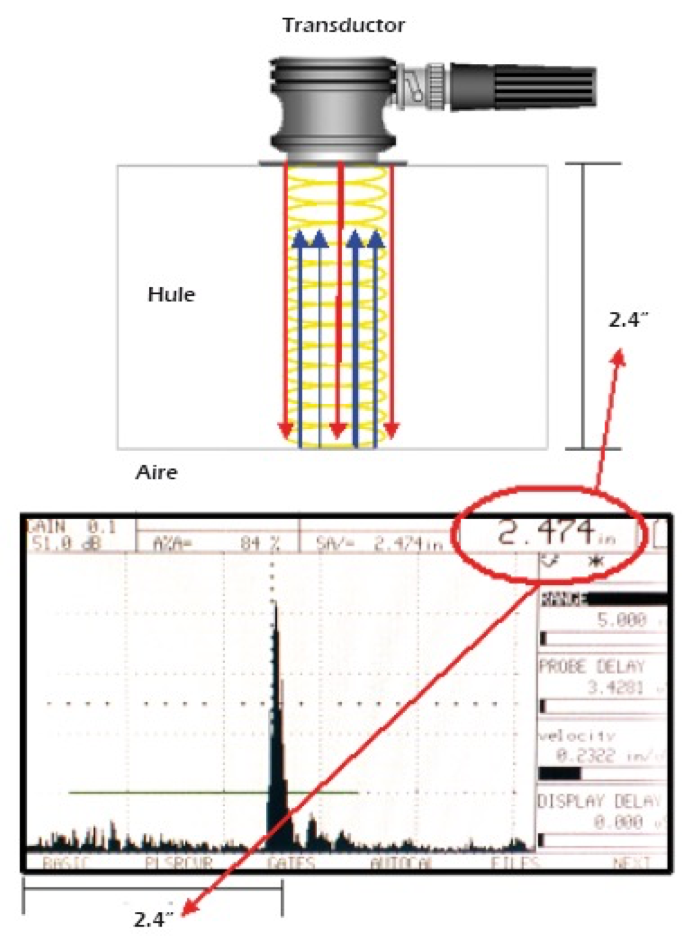
Al realizar la inspección en la “Pieza en Buen Estado”, observamos en la pantalla del equipo una señal que proviene del viaje del ultrasonido dentro del material.
El espesor del material en la zona donde se encuentra el transductor es de 2.454”
Inspección de Piezas de Acero Fundido Mediante Acoplamiento Por Contacto y Transductor Dual, Con Equipo Ultrasónico Detector de Fallas.
La mayoría de pruebas están diseñadas para permitir la detección de algún tipo de discontinuidad interior o exterior y, para ciertos casos, la determinación o medición de algunas características, puede ser de un solo material o grupos de materiales. Para efectos de evaluación mediante Pruebas no Destructivas los términos irregularidad, imperfección, discontinuidad y falla son usados indiferentemente, como sinónimos, para identificar algo que está presente en el objeto, parte o ensamble y que es cuestionable su presencia.
Desarrollo
En esta ocasión se llevo a cabo la inspección en piezas de acero fundido clasificadas como “Pieza en Buen Estado y “Pieza en Malas Condiciones” con el objetivo de observar el comportamiento de la señales en pantalla y determinar el estado físico interno de piezas similares a las de muestra.
11
Detección de Fallas Por la Técnica de Pulso Eco
Esta información es mostrada en la pantalla del equipo cómo se muestra en la figura 1.
Figura 1 Propagación del Ultrasonido en un material y registro de la señal en pantalla.
12
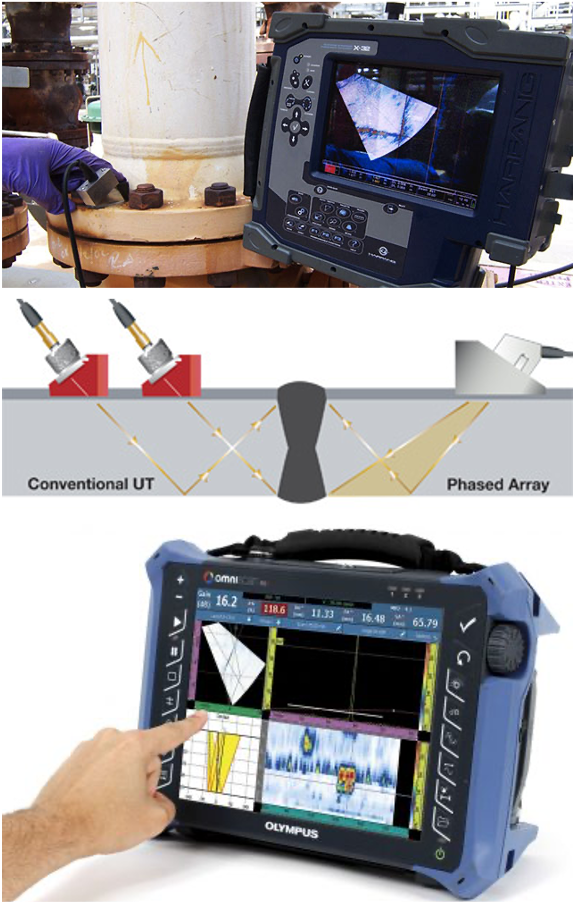
Ultrasonido Con Arreglo de Fases

La empresa cuenta con equipos de ultrasonido de última generación, incluyendo equipos de arreglo de fases para barrido sectorial, equipos que permiten actualmente la presentación grafica de indicaciones, así como el manejo de información más práctico y útil, además de tomar en cuenta un punto importante el cual es optimización de los recursos ya que en un menor tiempo puede llevarse a cabo la inspección, que si fuera realizada de manera convencional, aunado a esto la interpretación de los hallazgos se realiza en campo de manera normal y un reporte técnico completo y fiable.
La tecnología de arreglo de fases por ultrasonido (evaluaciones no destructivas) se ha utilizado para resolver algunos problemas como:
13
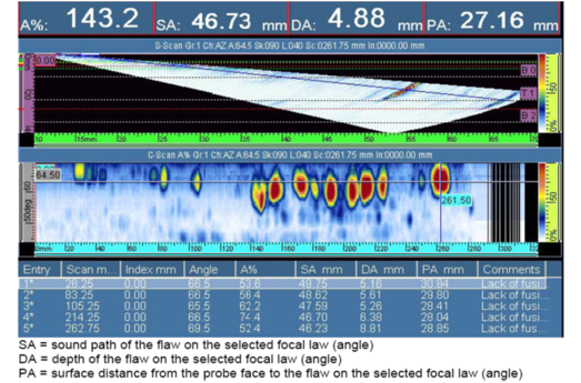
Reportes Técnicos Con Ultrasonido Con Arreglo de Fases
Para la elaboración de reportes técnicos en algunas ocasiones nuestros clientes han requerido del uso de software especializado en la realización de cálculos para determinar espesor límite de retiro por presión interna, velocidad de corrosión, etc.
Nuestro compromiso ha sido siempre el de presentar propuestas que mejoren la calidad de nuestros servicios así como la obtención del mayor número de información que permitan la correcta evaluación de discontinuidades que presenten un posible riesgo o problema para el optimo funcionamiento de los circuitos y equipos intervenidos, siendo esto de gran utilidad para nuestros clientes por incrementar el grado de confiabilidad en el uso de los mismos.
14
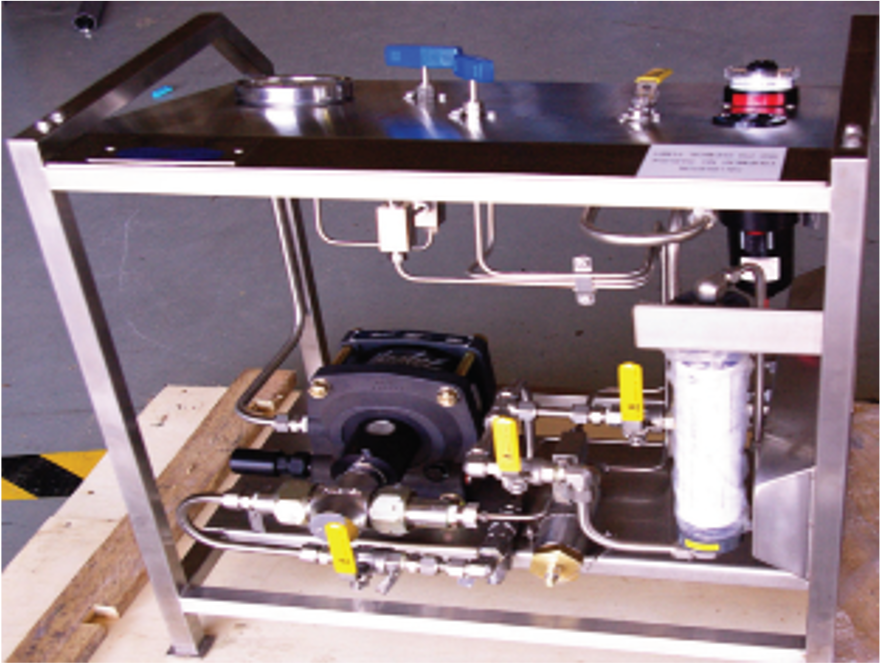
Bombas de Transferencia
Para la elaboración de reportes técnicos en algunas ocasiones nuestros clientes han requerido del uso de software especializado en la realización de cálculos para determinar espesor límite de retiro por presión interna, velocidad de corrosión, etc. Nuestro compromiso ha sido siempre el de presentar propuestas que mejoren la calidad de nuestros servicios así como la obtención del mayor número de información que permitan la correcta evaluación de discontinuidades que presenten un posible riesgo o problema para el optimo funcionamiento de los circuitos y equipos intervenidos, siendo esto de gran utilidad para nuestros clientes por incrementar el grado de confiabilidad en el uso de los mismos.